不可压缩流体是指忽略
逄毅19280391778…… 可压缩性不大,忽略它所引起的误差可以接受.也就是其他误差远远大于此误差.此时可以忽略其可压缩性,可以认为它是不可压缩气体.例如:忽略它会造成万分之一左右的误差,而测量体积的量具只有百分之一的精度.
@迟齿4228:不可压缩流体是指什么
逄毅19280391778…… 流体在流动过程中,其密度变化可以忽略的流动,称为不可压缩流动.流体密度变化可以忽略的流动.真实流体都有程度不同的可压缩性.但液体一般被当作不可压缩流体,因为液体的密度只是在很高的压力下才有微小的变化.至于气体,尽管它的密度很容易随压力而发生变化,但在空气动力学中,气体的密度变化是否可忽略,要根据气体流动的马赫数来确定.例如,当飞行器的飞行马赫数低于0.3时,就可以完全忽略流动中的气体密度变化,而把流动看成不可压缩流动.因此,低速空气动力学就是研究不可压缩流体的流动规律和流体与飞行器相互作用的学科.当飞行马赫数超过0.3时,就须考虑密度变化的影响,这时,须把流动作为可压缩流动来处理,研究此领域内的问题是高速空气动力学的任务.
@迟齿4228:什么叫不可压缩流体 -
逄毅19280391778…… 因而在一般工程问题中,常将气体作可压缩流体处理,其压缩性也可忽略不计.
@迟齿4228:不可压缩流体主要有怎样的特质?
逄毅19280391778…… 1、不可压缩流和可压缩流压缩性是流体的基本属性.任何流体都是可以压缩的,只不过可压缩的程度不同而已.液体的压缩性都很小,随着压强和温度的变化,液体的密...
摘要
在金属添加剂制造过程中,暴露在氧气中并将其结合到熔池中通常被认为是不利的,但不能完全消除。然而,对这一不可避免的过程的了解仍然有限。这项工作旨在通过激光粉末床熔化过程的多物理热-流体流动模拟阐明氧含量对熔池动力学的影响。我们的模拟揭示了来自粉末、基板的氧源和来自大气的氧吸收影响熔池动力学。尽管氧含量的变化几乎不影响熔池尺寸,但它们会导致熔池动力学和熔池内相应材料成分分布的巨大差异。此外,我们的模型进一步阐明和解释了观察到的实验现象。我们证明,无论是向内还是向外的马兰戈尼循环,实验中观察到的富氧条纹的形成都是由熔池流动特性造成的,而先前的实验研究将其归因于向外循环。此外,我们表明硫含量使铁合金中氧对马兰戈尼流动的影响最小化,因此导致添加制造的铁合金的表面粗糙度的表观一致性。这项工作是反应性气氛下增材制造建模的基本发展,并提供了氧对熔池动力学影响的前所未有的细节。因此,这项工作可以进一步为粉末再利用和调整再利用粉末的制造参数提供实际指导,从而提高增材制造的可持续性。
1 引言
金属增材制造(AM)因其制造高度复杂几何形状的可行性和在航空航天、医疗保健、能源、汽车、船舶和消费品等广泛行业的适用性而极具吸引力。然而,氧化(无论是在反应性气氛下的原位氧化还是原料粉末的氧化)从一开始就是金属AM中的一个相关问题,例如在激光粉末床熔融(LPBF)工艺中。可以说,氧化是高氧反应性材料(如铝)难以实施AM的主要原因之一。虽然金属部件中氧化的影响具有固有的材料特异性,但已经获得了金属AM中氧化影响的一般观察结果。通常,发现AM中的氧化是负面影响的来源。众所周知,在活性气氛下,先前制造的层表面上的氧化物会导致润湿不良,从而在AM工艺中诱发成球效应和不良键合现象。因此,层间粘合不良会导致裂缝形成和机械性能恶化。氧化物夹杂对AM零件的机械性能有害。另一方面,使用氧化粉末可能会导致铺展过程中粉末堆积密度差,并且粉末中过量的氧含量可能会在加工过程中导致闭孔形成。毫无疑问,尽量减少暴露在AM气氛和原料中的氧气含量是非常重要的。
然而,氧源及其引入AM过程不能完全消除。虽然腔室气氛通常可以填充保护气体(Ar或N2)以抑制反应气体(O2或CO2)的活性,但金属粉末本身仍然非常容易氧化,这取决于湿度、储存和处理条件。每次粉末重复使用后氧气含量都会增加。据观察,新粉末和重复使用粉末的氧含量相差高达6倍。即使对于原始原料,粉末通常也覆盖有由主要元素形成的均匀氧化物层,厚度达到1-4nm。其中还观察到由氧敏感元素形成的微量氧化物。在调幅过程中,通过在粉末床的热影响区形成氧化物,很容易产生氧气吸收(例如在不锈钢的情况下)。此外,飞溅在LPBF中很常见,其表面氧化很容易将氧含量引入构件中。实验研究提供了无可辩驳的证据,表明零件中的氧含量在AM过程中增加,但应该提到的是,一些实验反而显示氧含量减少。Eo等人证明,在保护气体流速的影响下,还原和氧化同时发生。总的来说,实验表明,目前的努力可以最大限度地减少但不能消除AM中的氧气含量。
尽管有大量证据表明AM中氧化的负面影响,但研究人员也证明了故意引入氧含量以改善AM工艺和产品。具体而言,原位形成的氧化物可诱发晶粒细化的孕育效应。Yan等人证明,AM过程中的快速凝固将通常有害的氧化物夹杂物转变为有益的纳米颗粒。Haines等人证明了通过有目的地校准大气中活性气体(O2或CO2)的水平来制造氧化物弥散强化钢是可能的。Kim等人证明,故意增加室内氧气允许原位形成氧化物,这会增加CoCrFeMnNi高熵合金的高周疲劳。此外,Jadhav等人证明,通过故意氧化粉末表面以增强光学吸收率,可以获得无裂纹和致密的铜零件。这些实验挑战了AM中的氧化效应必然不可取的传统观念。
显然,粉末和气氛中微量的氧也会显著影响熔池动力学。Heiple等人提出了表面活性元素对熔池循环特性的影响。众所周知,氧是影响液态金属表面张力的许多表面活性元素之一。因此,马兰戈尼对流的强度和方向会发生变化,从而影响流动模式和熔池尺寸。Leung等人观察到,氧气含量的增加可能导致向内的马兰戈尼循环,该循环通过向内的流动将孔隙驱动到熔池中。他们进一步提出熔池中的孔隙可以通过氧含量来稳定。显然,AM中氧化对缺陷形成的影响仍不清楚,需要进一步研究。特别是,研究氧化对熔池动力学的影响可以阐明缺陷形成和熔池几何形状的机理。然而,实验研究和见解仍然有限。Calta等人通过原位X射线成像观察了大气氧气对低压区的影响,但无法阐明氧气的质量转移。Eo等人研究了可变气流条件下的熔池氧化和还原,但潜在机制仍是推测性的。Yang等人报告了对粉末稳定熔化时氧化物演变的原位观察,但未观察到熔池形成过程中的氧化物演变。尽管LPBF中氧含量的影响具有显著的意义,但几乎没有尝试将氧化和氧含量的影响建模或纳入LPBF的数值模拟中。Galicki等人研究了不锈钢粉末床热影响区通过氧化物形成获得氧气的情况。他们对球形粉末颗粒上的氧化物生长进行了分析计算。Hauser等人研究了电弧增材制造(WAAM)工艺中氩气流速对铝氧化的影响。他们模拟氩气从喷嘴流出的气流,以获得零件表面附近的氧气浓度,从而间接考虑氧化特性。然而,这两项研究没有考虑氧向熔池的传质。另一方面,Eo等人模拟了AM中的氧化物颗粒演变,但假设熔池中的初始氧浓度是均匀分布的。据我们所知,还没有进行模拟来评估氧传质及其对熔池动力学的相应影响。
因此,本研究旨在阐明氧含量对熔池动力学的影响。我们考虑了粉末和大气中的氧源,并讨论了氧化程度及其在AM不同阶段的影响,以便更清楚地了解氧化在AM过程中的作用。在这项研究中,我们忽略了氧化过程中的多元素效应,但研究了二元和三元体系中表面张力关系的使用。我们考虑了熔化过程中氧活度的增加以及对表面张力和熔池动力学的影响。其他复杂现象如激光羽流对氧化特性的影响不在本研究范围内。我们首先对不锈钢316L和Ti6Al4V进行模拟,以根据X射线成像结果验证我们的模型。此后,我们进行了另外八次模拟,以研究粉末床的氧含量和不同激光功率下不同表面张力关系对熔池动力学的影响。在此过程中,我们阐明了导致熔池中氧含量不均匀分布的机制,并讨论了对粉末成分和零件质量(如表面粗糙度)的可能影响。
2 实验方法
2.1 多物理热流体流动模型
在本研究中,考虑了氧对材料主要化学元素的影响(即316L不锈钢中的铁和Ti6Al4V中的钛),忽略了其他化学元素的影响。假设液态金属中的氧是完全混溶的,则流体的粘度和密度是这两种元素粘度的加权平均值。基于这一假设,由于氧气含量相对较低,因此氧气含量对粘度和密度的影响实际上可以忽略不计。假设熔融液体为具有层流特性的不可压缩牛顿流体。质量守恒方程是
其中ρ是材料密度,v是速度矢量。动量守恒方程由下式给出
其中,p是压力,μ是粘度,g是重力加速度矢量,fB是由布辛内斯克近似计算的浮力项。能量守恒方程是

其中k是热导率,T是温度。在能量守恒方程中,ℎ表示由ℎ=cpT+(1-fs)L计算的比焓,其中cp、fs和L分别表示比热、固体分数和熔化潜热。热通量,q是用射线追踪法计算的材料吸收的功率,其中应用的高斯热源Q(x,y)建模为

其中P是激光功率,N = 4.6是聚集系数,Rb是包含99%总能量的激光束半径。应用流体体积(VOF)法追踪每个时间增量处的自由表面,如方程式(5)所示:

其中F表示流体分数。热边界条件包括热对流、辐射和蒸发热损失:
其中,n是表面的法向量,ℎ是对流传热系数,ε是发射率系数,σs= 5.67×10-8 wm2k-4是斯特凡-玻尔兹曼是常数,Ts = 298 K是环境温度,mloss是蒸发造成的质量损失。此外,熔池自由表面的压力条件ps计算如下
其中,k是自由表面的曲率,Prec(T)是前一项工作中得出的后坐压力。表面张力σ受温度和现有表面活性溶质的影响。对于二元金属-表面活性溶质系统(化学物质为i),表面张力σ是温度T和溶质热力学活度σi(此处视为重量百分比)的函数:

其中σ0是纯金属在熔点(液相线温度)时的表面张力,σT = dσ/dt是表面张力的温度敏感性,Tm是材料的熔点。由于表面活性溶质的影响,表面张力变化的影响体现在第三项中,其中Ti是饱和时的表面过剩系数,R= 8.314j⋅k1⋅mol 1是通用气体常数,平衡常数Ki与吸附动力学有关,由下式给出:

其中Ki是与分凝熵相关的常数,Hi是标准吸附热。我们知道,通过考虑两步吸附模型对该关系进行了进一步修改,但由于这两个模型的表面张力关系曲线几乎没有差异,因此方程(8)被认为足以模拟二元表面张力关系。
另一方面,对公式进行了推广。方程(8)对于具有表面活性溶质i和j的金属三元体系,可以用方程来描述:

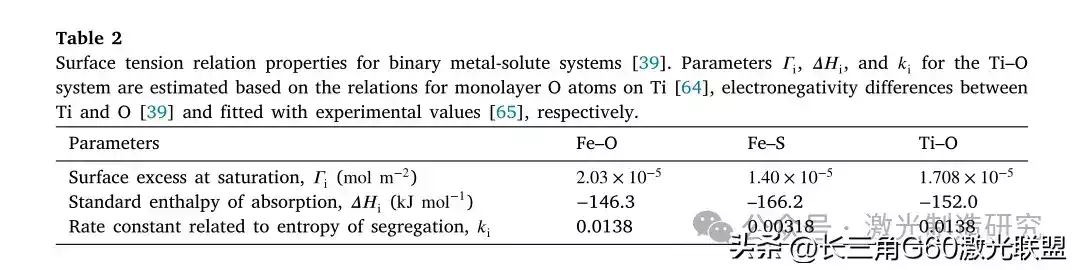
其中,Ki在公式(9)中定义类似(化学物种i的二元金属-溶质体系)。二元相互作用的值Ti,ki和Hi可以计算,或从参考文献中获得。该公式来源于Langmuir和Gibbs吸附等温式。它允许预测与实验测量数据接近的稀溶液的表面张力值,尽管熔体中存在液体或固体氧化物可能会引起复杂情况。氧含量(0.5-0.35wt.%)和硫含量(0.3wt.%)相对于它们在316L和Ti6Al4V中的溶解极限被认为是稀薄的。因此,这里采用的形式是适用的。对极限情况(饱和点后形成液体和固体氧化物)的评估不在本工作的范围之内。在这项工作中,我们将研究Ti-O,Fe-O和Fe-O-S系统的表面张力关系,其中后两种是大多数不锈钢普遍存在的。
2.2 熔池形成过程中的氧气传输
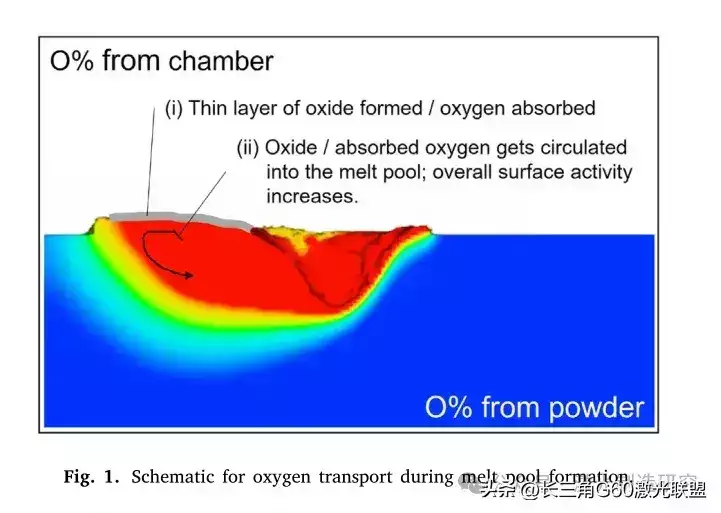
在增材制造中,与传统制造工艺相比,氧化特性应该有所不同。由于熔池氧化的原位观察即使不是不可能也是极其困难的,我们只能根据现有的实验观察和已知的氧化或吸氧物理机制提出该机制。在熔池形成开始时,熔池表面充当液态金属氧化的界面。大气中的氧气吸附到表面,并且可以发生成核岛,形成氧化物薄膜。由于熔池内相对较强的Marangoni流动,熔池表面形成的任何氧化物几乎瞬间被扰乱并搅拌到熔池中,并被对流循环。由于熔池的快速凝固和高冷却速率,粗化和熔渣的形成被最小化。因此,我们假设氧气立即被吸收到熔池中,并且熔池中氧气的浓度是通过液态金属中的对流进行平流的。因此,由于目标是研究氧含量对熔池动力学的影响,我们重点关注氧源:(i) 粉末中现有的氧含量,(ii) 基板中的氧含量,以及 (iii) ) 在熔池形成和凝固期间进入熔池的氧气吸收量。氧传输示意图如图 1 所示。熔池凝固后的任何进一步氧化将在 3.4 节中讨论。
在金属-氧界面应考虑三个主要因素:氧化自发性的吉布斯自由能、氧在熔池中的溶解度以及氧在熔池表面界面的传输速率。从热力学角度考虑,氧化反应的吉布斯自由能훥퐺预测了氧化反应的可行性。只有当O2的分压超过由方程式(11)计算的平衡分压时,金属才会氧化:
其中H和S分别是反应的标准焓和标准熵,Po2是氧的分压。该等式还描述了多元素系统中的优先氧化特性,或者如果存在同一元素的多种氧化物,将优先形成的氧化物。这通常用艾林厄姆图来概括。Zhang等人通过吉布斯方程得出结论:通过比较直接能量沉积过程中的氧分压,不可能消除镍、铁、钛、铬和铝的氧化。类似地,在LPBF过程中腔室中的O2分压容易超过O2的平衡分压,其中氧含量通常大于1 ppm(0.0001重量%)。因此,与氧和氧化的相互作用将始终出现在所有AM流程中。事实上,Simonelli等人认为表面氧化物的形成主要受合金中最易挥发元素的表面富集影响。多元素氧化超出了本研究的范围,但可以在未来的研究中考虑。
接下来,可以结合到熔池中的氧的量(以及其活性)受到其溶解度的限制。通过在方程(11)中使用相同的吉布斯关系。可以通过计算氧的溶解度来估计熔池中最大可能的氧含量。氧在液态金属中的溶解度可通过以下关系式进行评估:
其中系数Ci和Di通常从实验数据中获得。
液态金属表面的氧传输速率取决于材料特性。氧传输有两种可能的机制:形成氧化皮时的扩散机制和氧分子撞击的朗缪尔动力学。存在大量关于高温下固体金属氧化的文献,这些文献通常报告了基于扩散的机制,但这些研究可能不适用于描述熔池形成中的氧传输。AM工艺涉及不断搅拌的液态金属的短时间氧化,在这种情况下不太可能形成氧化皮。然而,我们尝试了几种从固体金属氧化研究中获得的氧化模型(在第3.4节中详细讨论),但这些模型显然不准确,可能是由于涉及不同的物理条件。相反,我们发现液态金属中氧吸收的研究更适用于考虑朗缪尔动力学的情况。特别是,Radzilowski和peh lke的实验研究(扩展了Emi等人的工作)具有很高的适用性,因为他们实验中的液态金属混合物是感应搅拌的,类似于AM中熔体池由于马兰戈尼效应而循环的物理过程。在这两项研究中,熔融液态金属与氧气的第一阶段反应持续了几毫秒(在解离吸附和抛物线氧化之前),该反应与搅拌速率无关,但取决于表面积和氧气分压。这种关系导致Radzilowski和Pehlke随后提出气体从气相转移到熔体表面遵循赫兹-努森关系:

其可以类似地表示为获得的氧气的增量质量,离散形式的mo:

其中n是分子数,A是相互作用面积,m是氧的质量,a是调节系数,PO2是氧的分压,NA是阿伏伽德罗常数,MO2是氧的摩尔质量。虽然氧-金属表面系统的质量传输通常由菲克扩散定律描述,但赫兹-努森关系的假设是合理的。在反应性气体(氧气)被非反应性气体(氩气)稀释的环境中,决定速率的步骤可能是氧气分子在液态金属表面上的有效撞击。Hertz–Knudsen关系假设非离解的Langmuirian吸附,这与之前推导的表面张力关系一致。此外,在Arato等人对液态金属表面的氧传输现象进行的研究中,他们揭示了Fick和Knudsen机制下金属氧化物形成的有效氧压的计算曲线实际上是叠加的。这一结果表明,尽管动力学机制不同,氧的有效传质可能具有相似的数量级。菲克扩散由于边界层可能是可能的,但目前超出了这项工作的范围。鉴于凝固时间短且朝向熔池表面的氧气流量大小可能相似,赫兹-努森关系被认为足以解释从处理室气氛到熔池的氧气流量。
在细胞表面边界处的质量增加后,在第(n + 1)th时间步的氧活性(即每单位细胞氧含量的重量百分比)ao的增加更新为

其中,mncell单元是nth时间步长下的单元质量,计算如下

其中Fi、ρi和vi分别是相关网格单元的流体分数、密度和体积。氧气含量的传输被假设为无扩散的纯平流,因为与快速凝固下的平流相比,扩散较小。通过分析佩克莱数,Pe=UL∕D0~103-105,可以证明这一假设是合理的,其中u是特征速度,L是特征长度,D0是特征扩散系数。相对较大的佩克莱数意味着平流速率远大于扩散速率,因此扩散项可以忽略不计。金属流体中氧的平流由以下方程控制:
在平流过程中,氧化物颗粒有可能原位成核。然而,原位纳米级氧化物的形成机制(如果发生的话)仍然是推测性的。这将需要严格考虑各种状态相确定的热力学,并仔细评估所涉及的成核物理学。目前也没有实验证据直接验证潜在的机制。因此,原位纳米颗粒形成的建模超出了当前研究的范围。尽管如此,即使纳米颗粒在熔池形成过程中成核,颗粒对流体表面张力和粘度的影响也可以忽略不计。以Qu等人的研究为参考,平均直径为83 nm的4.4vol.% TiC纳米颗粒的引入使流体的表面张力和粘度分别增加了1.2和16。然而,与Qu等人的研究相比,在316L中观察到的纳米级氧化物颗粒更小(50-63nm),且数量更少。这表明316 l中的纳米级氧化物颗粒如果在原位成核,对流体的表面张力和粘度的影响很小。因此,是否包含纳米级氧化物颗粒并不影响本研究中获得的结果。
2.3 模拟设置
为了验证该模型,我们首先运行了12个模拟案例,以与Calta等人的原位X射线成像结果进行比较,其中涉及不锈钢316 l(ss 316 l)和Ti–64合金(Ti6Al4V)材料的裸板扫描。模拟设置为模拟他们实验中描述的激光功率(SS316L为100-300 W,Ti6Al4V为200-400w)和大气含氧量(SS316L为10 ppm和13,000 ppm,Ti6Al4V为4 ppm和13,000 ppm)。作者估计光学系统会造成3%的功率损失,并应用于此。激光扫描速度为1.0 m∕s,光束半径为50 μm .此外,还考虑了裸板的氧含量。实验中获得的裸板可能是通过铸造制造的,因此SS316L的氧含量标称值(上限为500 ppm)和ti 6 al 4v(1000 ppm)被使用。虽然铸造SS316L中的氧含量通常低于500 ppm,但我们进行了初步模拟,发现底板的氧含量对凹陷特性几乎没有影响。表1列出了模拟中使用的SS316L和Ti6Al4V的物理特性,而表2列出了表面关系。

此后,我们运行了另外八个模拟案例,以进一步研究不同激光功率和氧含量下表面张力关系的影响(表3)。首先研究了单轨道的熔池动力学。在不同粉末、激光功率和氧含量下,模拟了 SS316L 粉末床上 0.8 mm 长单轨的六种情况。传导(案例 A、A'、B 和 B',激光功率为 150 W)和匙孔(案例 C 和 D,激光功率为 300 W)模式熔化均采用 3500 ppm 的粉末氧含量进行模拟,以评估熔池内氧传输的差异。这里,传导和匙孔模式的定义基于熔池尺寸的事后横截面表征。案例 A 和 B 含有相对较高氧含量 (3500 ppm) 的粉末,而其对应案例 A' 和 B' 含有标称氧含量值 (500 ppm) 的粉末,如之前的实验所述 。为了评估多轨场景中的熔池动力学,进行了不同表面张力关系下的两种双轨模拟情况(情况 E 和 F),其中第一个轨道在第二个轨道之前冷却了 0.005 秒。被扫描。在所有情况下,大气氧含量均设定为 500 ppm。模拟中的粉床堆积是通过使用离散元法模拟粉末铺展过程而获得的,其详细信息可以在中找到。激光扫描速度为1.0 m∕s,光束半径为50 μm。如前所述,现实中的粉末颗粒通常覆盖有一层 1-4 nm 厚的氧化物 。然而,这远远小于 5 μm 的网格尺寸,并且将网格尺寸减小到氧化物厚度在计算上是不可行的。因此,改为对粉末区域初始化平均氧含量。这是一个合理的实施方式,因为氧含量的实验测量值以平均值报告。正如之前的仿真研究所证明的那样,本次仿真中设置的 5 μm 网格尺寸足够小,并且进行了网格收敛测试以排除网格敏感性。在具有 Intel i9-10900KF CPU 的桌面工作站上,单轨和双轨情况的计算时间分别约为 12 小时和 32 小时。

3 结果与讨论
3.1 通过裸板案例进行模型验证
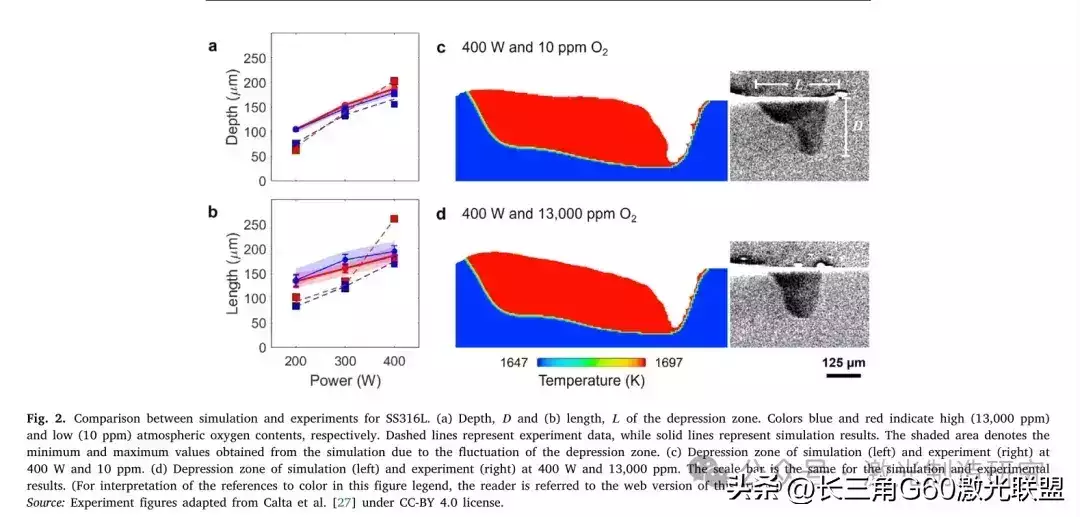
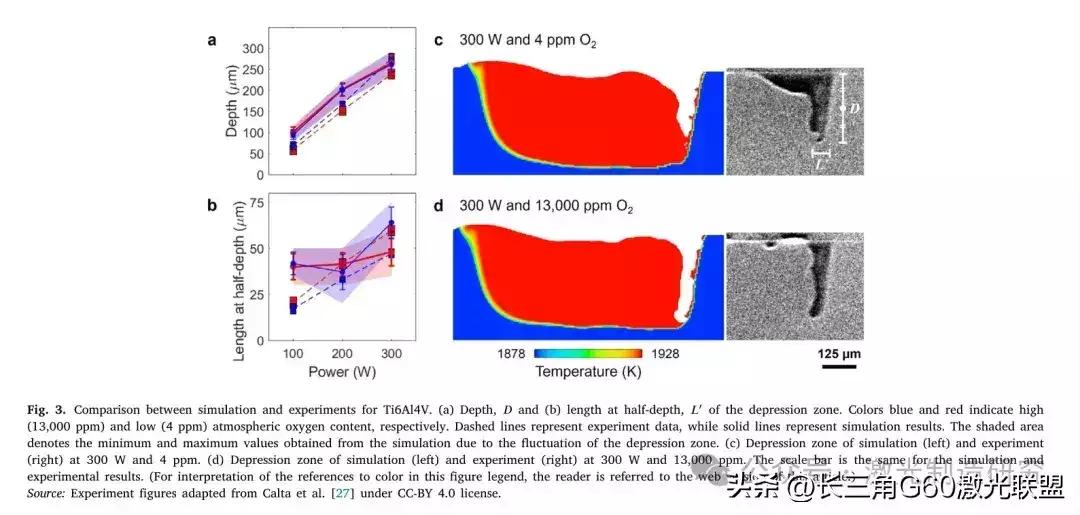
尽管采用了简化来考虑氧气传质,但我们的模型能够复制实验中观察到的趋势,并为观察实验现象提供见解。因此,我们发现该模型是有效的,因为简化不会影响我们研究中得出的主要结论。首先,将模拟结果与 Calta 等人的实验结果进行比较,如图 2 和 3 所示。我们观察到获得的小孔深度的实验与模拟之间具有良好的一致性。轻微的差异可能是由于蒸汽羽流没有明确建模,这可能导致功率损失或衰减。结合实验,结果表明大气中的氧含量对凹陷区深度的影响极小甚至可以忽略不计。这在预期之内,因为凹陷区主要由反冲压力决定。尽管在不同氧气条件下观察到的凹陷区存在差异,但熔池轮廓相似(图2c、d和3c、d)。这与焊接不同,据报道,焊接中氧含量的变化可能会显着改变马兰戈尼系数,并导致焊缝形状显着不同。这可能是由于长度尺度的差异造成的。凹陷区的长度(和半深度的长度)不太一致。造成这种差异的原因有几个。首先,除了 Calta 等人的快照之外,我们没有可靠的实验数据。由于没有提供有关该实验的更多数据或视频,因此无法对实验和模拟进行并排比较。此外,X射线图像中的颗粒状边缘使得精确测量长度变得困难。就模型而言,忽略蒸气羽流可能是一个重要原因,因为蒸气羽流在凹陷区附近引起涡量,这可能会影响熔池附近的氧气传质。
3.2 氧含量分布
3.2.1单轨带粉
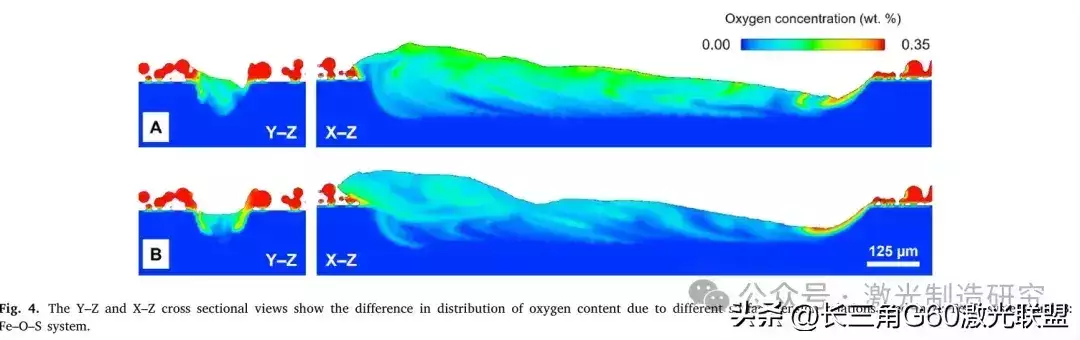
单道粉末模拟结果中的Y-Z和X-Z截面如图4所示。显然,A:Fe情况下使用的不同表面张力关系之间的氧含量分布是不同的。显然,A: Fe-O 和 B: Fe-O-S 情况下使用的不同表面张力关系之间的氧含量分布是不同的。在情况 A 中,熔池底部富氧,但在情况 B 中,熔池侧面富氧。尽管如此,在这两种情况下,熔轨起始处都存在富氧区域。应该指出的是氧气分布可能与实验不同,因为凝固后可能发生其他动态过程。无论如何,这里的结果显示了凝固后由于流体动力学而产生的分布,这是进一步考虑的必要先决条件。观察到的氧含量分布可以通过详细检查熔池动力学来解释。
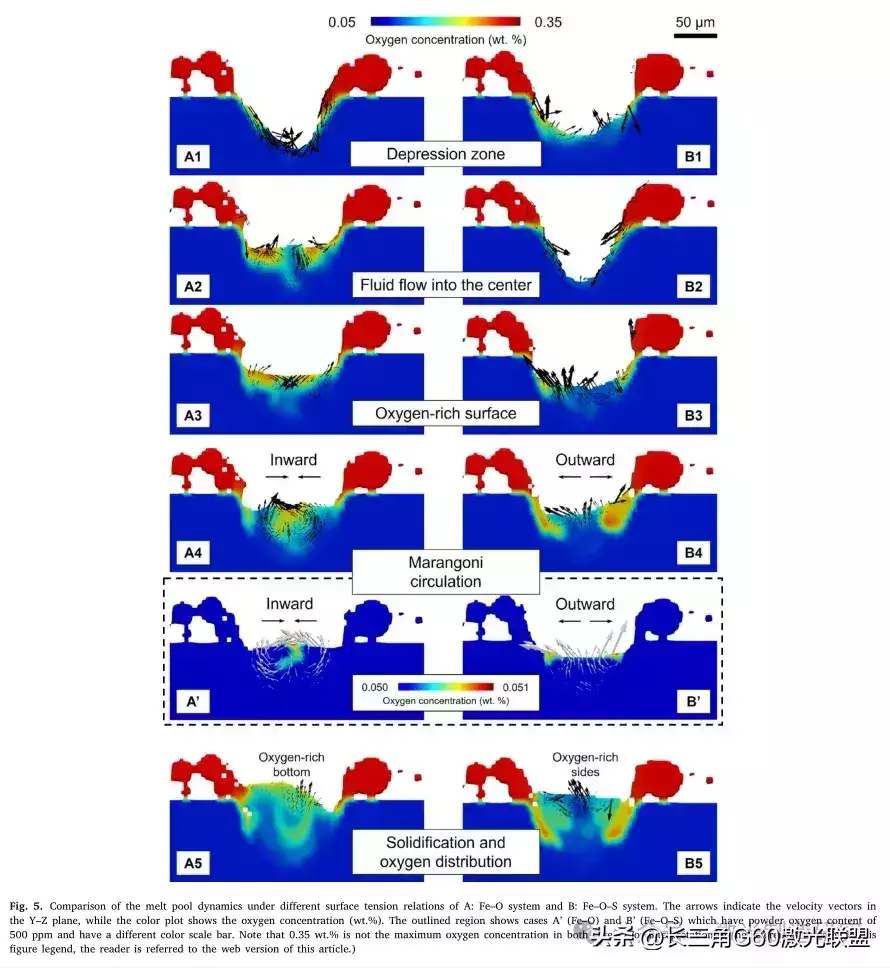
如图5所示,在Fe-O表面张力关系下(情况A),反冲压力首先产生凹陷区(A1)。此后,流体由于重力冲向熔池中心,将富氧区域(熔融粉末)平流向熔池中心(A2)。由于熔池表面瞬间富氧,流体的表面张力降低,由于马兰戈尼效应(A3),导致流体向内循环。相应地,内循环使表面富氧区域向下平流,将富氧流体对流至熔池底部。进一步循环混合熔池底部的富氧流体和缺氧区域(A4)。然而,由于熔池凝固速度快,没有足够的时间使熔池均匀混合。因此,凝固后熔池底部变得富氧(A5)。值得注意的是,由于初始反冲压力产生的惯性运动,流体倾向于向左或向右摇摆。这种摇摆不会影响净循环效应,但会进一步横向混合富氧流体(A3)-(A4)。另一方面,在 Fe-O-S 表面张力关系下(情况 B),观察到不同的循环。与情况A类似,凹陷区形成后(B1),富氧流体由于重力而冲下填充凹陷区(B2)。然而,没有观察到内循环(B3)。相反,流体向外循环,富氧区域循环到熔池的侧面(B4)。因此,与情况 A 不同,情况 B (B5) 中熔池的侧面富含氧。尽管如此,由于重力引起的惯性向下运动,富氧流体稍微混合到熔池中。通过比较A4和A'的结果,我们观察到两种情况下仍然发生内向流动。另一方面,情况 B4 和 B' 发生向外流动。虽然看起来粉末氧含量的差异对熔池动力学没有影响,但进一步分析表明,相似熔池动力学的根本原因是不同的,这将在3.3节中讨论。
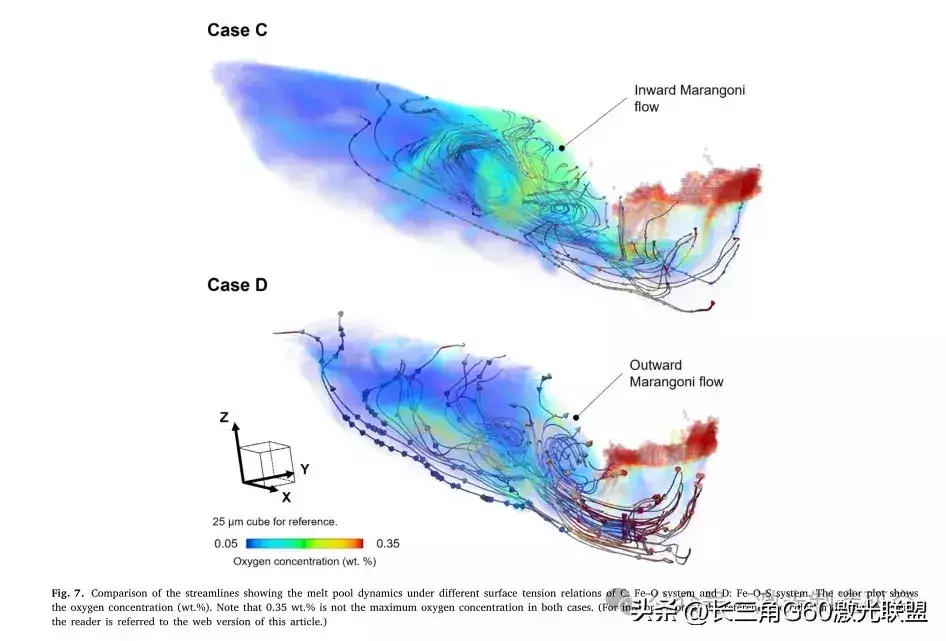
与情况 A 和 B 之间的比较类似,情况 C 和 D 之间的对比循环模式如图 6 所示。形成初始锁孔(C1 和 D1),之后流体填充凹陷并形成氧-丰富的表面(C2 和 D2)。Fe-O 表面张力关系 (C3) 遇到内循环,而 Fe-O-S 表面张力关系 (D3) 遇到外循环。结果是情况 C (C4) 为富氧中心,情况 D (D4) 为富氧侧。在锁孔模式(情况 C 和 D)中,不会遇到富氧底部。通过观察两种情况下的流线,可以阐明该机制(图 7)。熔池底部的流体流动受反冲压力产生的惯性支配,将流体驱至熔池尾部。在情况 C 和 D 中都观察到了这种流动模式。因此,来自表面的富氧流体不能平流到熔池底部。尽管如此,材料平流仍然发生在熔池顶部附近,这可以从底部流上方的涡流中看出。因此,即使在匙孔模式下,熔池中的氧气分布仍然受到表面张力关系的影响。

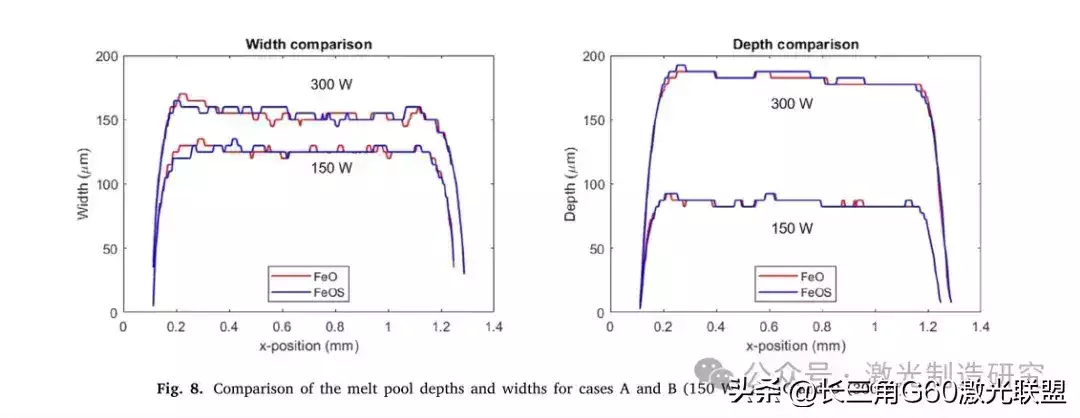
(i) 情况 A 和 B,以及 (ii) 情况 C 和 D 之间的比较表明了表面活性溶质对熔池表面张力的影响,及其对熔池动力学的相应影响。尽管情况 B 和 D 的表面存在富氧流体,但微量的硫已经改变了相对于温度的表面张力梯度,使其始终为负值。因此,马兰戈尼对流在情况 A、C(向内)和 B、D(向外)中是不同的。然而,尽管表面张力关系存在差异,但我们观察到熔池尺寸之间的差异很小。(i) 情况 A 和 B,以及 (ii) 情况 C 和 D 中熔池的宽度和深度具有相似的大小,如图 8 所示。请注意,观察到的深度步长是由于网格划分而产生的数值效应。结果表明,虽然Marangoni效应的变化导致氧含量的平流不同,但三元表面关系下Marangoni环流的变化对熔池尺寸的影响很小。该结果表明,在某些功率和扫描速度组合下,熔池尺寸可能对 Marangoni 循环的变化相当不敏感。因此,对于某些功率和扫描速度组合,可以放宽对粉末成分的要求(无需其他物理考虑)。这提出了一种可能的粉末生产和再利用成本降低策略,其中此类应用的加工窗口可以通过模拟来初步确定。
3.2.2.多轨带粉
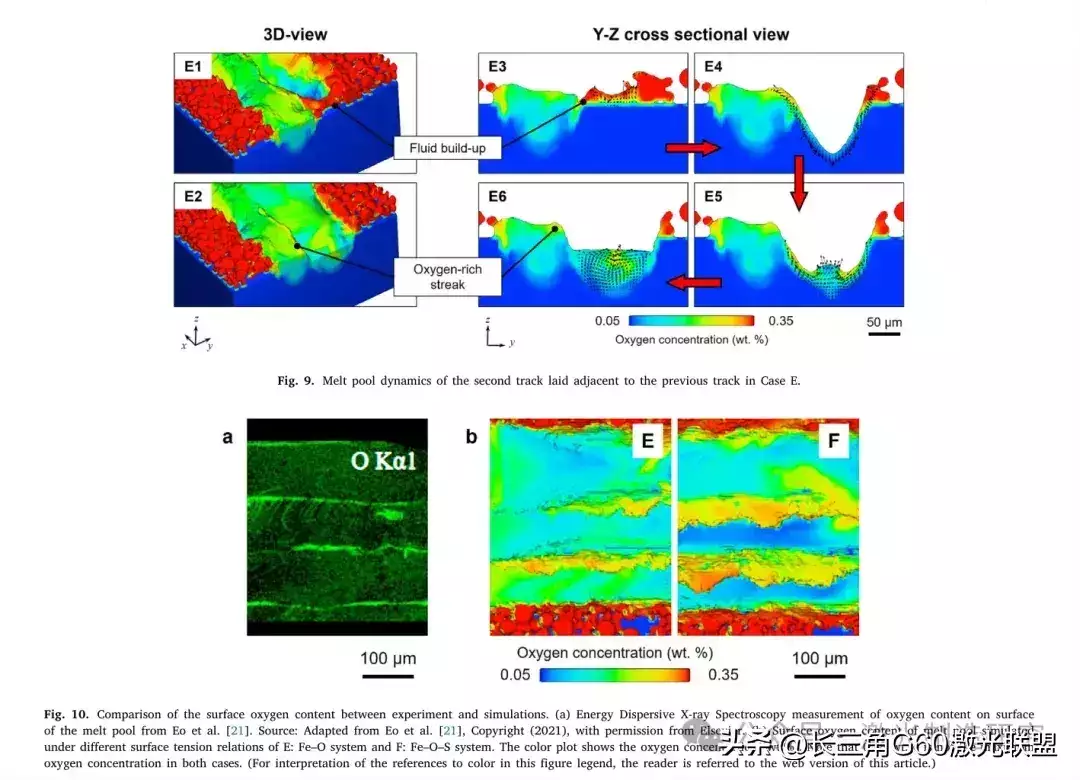
为了更好地了解多轨熔化过程,第二条轨道以“之字形”方式扫描,阴影距离为 120 μm。第二条轨迹中的氧气分布与前一条轨迹相似,并且观察到富氧条纹的形成。有趣的是,我们观察到熔池流动不受相邻轨道的氧含量的影响。在焊接中,当两块硫浓度不同的钢板连接在一起时,会产生不对称的熔池,焊池“偏向”硫含量较低的区域。然而,在我们的模拟中没有观察到这种效应。在LPBF中,表面活性元素(氧)是由表面熔化的粉末颗粒引入的。表面活性元素不仅在表面最初饱和,而且在侧面也富含氧。当激光扫描经过某个区域时,新熔化的粉末颗粒将使熔池表面充满富氧流体。此外,反冲压力导致富氧流体在激光器前方积聚。Khairallah 等人 在他们的模拟中类似地观察到了这种效应,并将其描述为“弓波”流体积聚。由于这种流体积聚的作用,富氧流体随后流到轨道的两侧。在这种情况下,侧面的表面大多比之前的轨道具有更高的含氧量因为熔池中的氧含量总是比粉末中的氧含量更稀。因此,即使先前铺设的轨道更富氧,其影响也会被第二条轨道表面氧含量的影响所取代。第二条轨迹表面的氧含量高于前一条轨迹,这有效地消除了由于表面活性含量不同而可能形成不对称熔池的可能性。
此外,液体积聚还会导致另一种现象。我们在顶面观察到存在氧含量较高的条纹,这在 Eo 等人的实验测量中也有类似报道 (图 10)。为了提供更好的比较,在情况 E 和 F 中,以 120 μm 的填充间距扫描第三条轨迹。这些条纹之间的间距差异是由于模拟 (120 μm) 和实验 (100 μm) 中使用的填充间距不同造成的 )。Eo等人将侧面氧含量的增加归因于马兰戈尼效应,他们推测向外循环推动氧化物在熔池侧面积聚。然而,正如我们的模拟所证明的那样,马兰戈尼效应并不是富氧条纹形成的原因,因为在向外和向内马兰戈尼两种情况下都可以观察到富氧条纹循环。相反,这些条纹是由于熔池流动特性而形成的,如图 9 所示。如前所述,由于反冲压力,在激光器前方会出现流体积聚。这种流体积聚导致富氧流体在激光前方积聚,随后横向流动并沉积在熔化轨迹的侧面。然而,由于熔池的凝固方向是从外到内,熔体轨迹的侧面首先凝固,并且这些富氧区域在与本体流体发生任何混合之前迅速凝固。这样,富氧条纹就形成在先前铺设的轨道的表面上。
3.3.熔池动力学和零件一致性
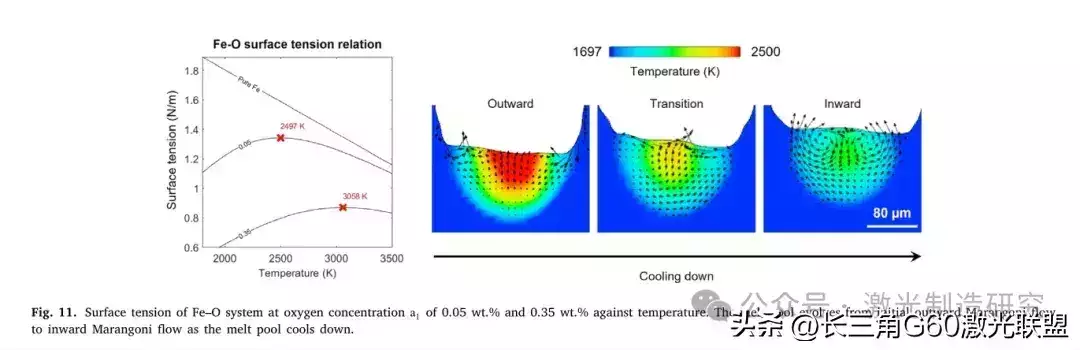
研究中获得的模拟结果提供了与实验观察结果一致的几个含义。首先,我们观察到,尽管氧含量存在差异,但情况 A 和 A' 都会遇到内循环。通过分析熔池演化,我们发现由于温度下降,实际上存在从向外流动到向内流动的转变。在图11中,我们看到表面张力梯度变化的最大值出现在2497 K的临界温度处。因此,当温度高于临界温度时,熔池最初表现出向外流动。当熔池冷却到临界温度以下时,流动从向外流动转变为向内流动。因此,在 A' 具有标称氧含量值的情况下,在发生冷却的熔池尾部区域附近仍然会遇到向内的马兰戈尼流。这一观察结果向我们表明,由于表面张力是温度和氧含量的函数,微量的氧(即使是标称值)也会对熔池动力学产生影响。向内的流动最终将导致表面更加凸出,从而可能导致增材制造零件的表面粗糙度更高。
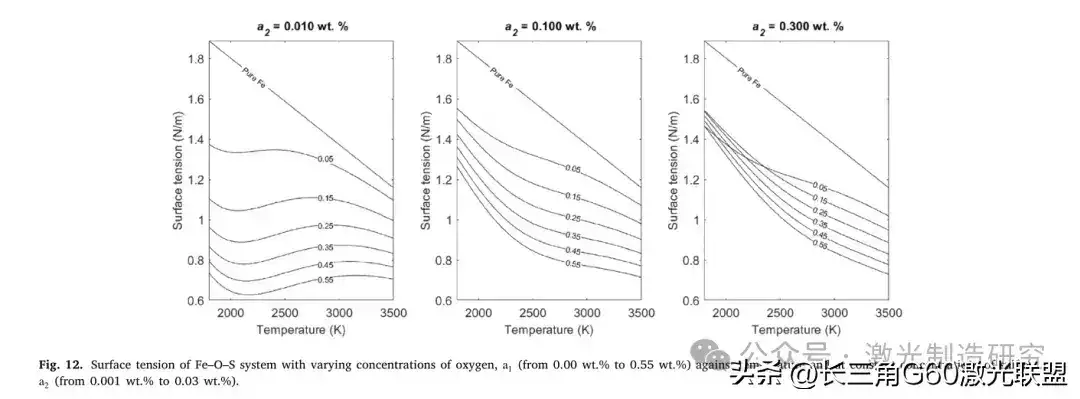
另一方面,单轨模拟结果表明,体系中微量硫的添加导致表面张力梯度随温度的变化始终为负值。因此,在这种情况下只会遇到向外循环,如图 5(情况 B 和 B’)所示。为了进一步阐述,Fe-O-S 表面张力关系的曲线由方程 (10)描述。在恒定的硫浓度下变化的氧浓度如图 12 所示。我们看到表面张力梯度大部分为负值与氧气含量无关。仅存在表面张力梯度为正的狭窄间隙,但熔池的快速凝固意味着弱正表面张力梯度的影响可以忽略不计。这一观察结果表明,在含硫铁基粉末(如 17-4PH、SS304L、SS316L 等)中,粉末和大气中的总氧含量对表面张力的影响最小。换句话说,对于这些铁基合金,即使氧含量增加,马兰戈尼效应也会引起向外流动。因此,无论氧含量如何增加,这些合金的熔池通常都比较平坦,除非它超过阈值。根据这一推论,我们假设这种效应可能是从回收粉末的 LPBF 实验研究中获得相对恒定的顶面粗糙度的原因。Jacob 等人 [71] 在国家标准与技术研究所 (NIST) 研究了粉末回收对不锈钢粉末和竣工材料性能的影响。尽管他们没有测量回收粉末的氧含量,但可以合理地假设每次回收后粉末的氧含量都会增加。他们报告称,粉末重复使用多次后,顶面的表面粗糙度没有显着变化。前面讨论过,无论氧含量如何增加,含微量硫的铁基合金的熔池都会更加平坦。研究中的粉末含有 0.006 wt.% 的硫,这足以导致表面张力梯度始终为负。换句话说,这些粉末不太容易受到氧含量的影响。尽管回收后氧含量增加,但熔池尺寸(尤其是顶部表面)可能变化很小。因此,竣工部件的顶面粗糙度在多次重复使用后不会发生明显变化,具体取决于每次重复使用时的氧气增量。
另一方面,Leung等人推测,回收粉末中氧含量的增加可能会引起内循环,从而促进LPBF零件中孔隙的形成。我们的模拟结果与这一观点一致,如案例 A 所示。然而,顺便说一句,Leung 等人使用的粉末是 Invar36 合金,根据 ASTM 标准,其硫含量最低。换句话说,与其他铁基合金相比,Invar36 粉末更容易受到氧含量(从而氧化)的影响。因此,Leung等人得出的结论更适用于硫含量极低的铁粉。还应该指出的是,Leung等人报告的测量硫含量(0.3 wt%)高于Invar36合金的常规标准,但该值是通过表面测量获得的,可能无法反映整体成分粉末。事实上,我们的模拟和 Leung 等人的工作的综合结果表明,由于粉末的不均匀性,可能会出现局部缺陷。Leung等人的实验工作表明局部区域可能具有高硫含量,其中我们的结果表明这些区域会遇到内流。AM 中元素成分引起的局部效应在很大程度上仍未得到研究,并且这些局部效应的程度仍有待检查和验证。尽管如此,我们的模拟结果重申了氧含量对熔池动力学的影响,及其对激光增材制造中缺陷形成机制的影响。这有助于合金设计,特别是添加微量非金属的效果。在大多数合金中,三元表面张力关系应该足够了,并且快速检查方程式中的关系。由于熔池动力学,可以通过式(10)来初步预测熔池特征。
3.4.氧传输机制
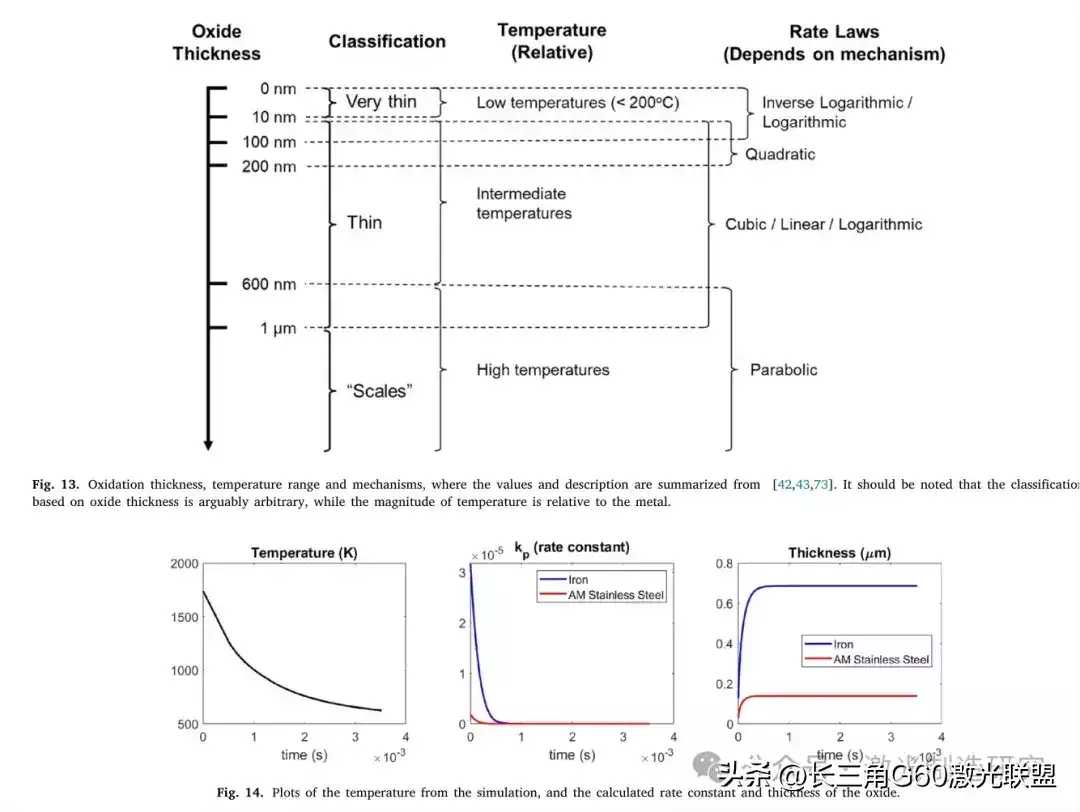
金属的氧化是一个复杂的现象,关于其机理有大量文献。在这项工作中,我们重点研究熔池形成过程中氧传输的速率方程。如果我们以固体金属的氧化动力学为参考,则速率定律取决于反应机制,而反应机制取决于所涉及的金属,按形成的氧化物的厚度分类,并且主要取决于氧化温度状况。这些研究已在参考文献中简要汇编,并总结在图13中。然而,这些研究涉及固态金属的氧化,这些研究中发现的速率定律可能不适用于液体熔池的氧化。熔池形成时,形成的氧化物厚度较薄,温度较高。因此,氧化研究不适用于熔池相互作用,因为与固体界面相比,液体界面与氧气的行为不同。由于实验描述的物理条件与LPBF过程中的物理条件非常匹配,因此最终使用2.2节中提到的氧吸收方程。尽管如此,氧化速率定律可能在熔池凝固后变得相关。然而,LPBF 中熔池的快速冷却和凝固可能意味着氧化物的生长是最小的。有理由认为,凝固后熔池表面会继续发生氧化,特别是凝固后熔池表面温度很高。然而,快速的冷却速率意味着温度下降足够快,因此可能不会发生明显的氧化。为了检验这一点,我们假设铁 和 AM 不锈钢 具有二次氧化关系的一维氧化。我们从模拟案例 A 中提取熔池表面温度作为输入。我们假设动力学常数在不同温度下保持恒定,有效地忽略了其他铁氧化物的形成,并忽略了方铁矿分解为赤铁矿和磁铁矿。通过在Matlab中进行欧拉前向计算,氧化物生长结果如图14所示。由于温度呈近似指数下降,速率常数迅速降至零。因此,在 1 ms 的短时间内,铁的氧化物厚度值达到约 0.68 μm,SS316L 的氧化物厚度值达到约 0.13 μm。由于AM不锈钢的活化能低于铁,因此预计AM不锈钢的氧化层更薄。凝固后的氧化远小于单个网格单元的尺寸。因此,凝固后的氧含量可以忽略不计。
结论
我们在热流体模型中实现了氧吸收模型和表面张力关系,以研究氧对熔池动力学的影响。该模型根据X射线成像结果进行验证,并进一步进行模拟,系统研究不同激光功率和表面张力关系下粉末氧含量的影响。我们发现,虽然粉末和气氛的氧含量不会显着影响熔池尺寸,但由于马兰戈尼效应,它会引起完全不同的流动模式,从而导致熔池内的氧气分布不均匀。然而,并非所有熔池现象都应归因于马兰戈尼效应。马兰戈尼效应通常被认为是理所当然的,并被推测为许多熔池现象的原因,例如富氧条纹的形成。然而,我们的模型纠正了这种误解,揭示了流体积聚效应是实验中观察到的富氧条纹的潜在机制。此外,我们的模拟证明 Fe-O-S 系统不易受氧含量变化的影响,因此这为某些铁合金粉末回收后零件质量的表观一致性提供了合理的解释。在此过程中,该模型通过分析任何合金系统的增材制造粉末中不可避免的氧含量增加,为粉末回收提供指导,进一步展示了提高增材制造可持续性的潜力。此外,我们的模型是未来反应气氛下增材制造建模研究的基础发展。由于当前实验技术的能力有限,精确测量氧含量及其对熔池动力学的影响几乎是不可能的。进一步的实验和数值工作有必要进一步阐明熔池形成过程中的氧化动力学以及增材制造过程中氧含量的影响。鉴于氧含量(即使是微量)的影响,以及生产过程中氧含量的高度可变性,粉末回收过程中或增材制造过程中原位氧含量的变化可能会带来误差和不确定性这可能长期以来一直被忽视。
论文信息
Influence of oxygen content on melt pool dynamics in metal additivemanufacturing: High-fidelity modeling with experimental validation
https://doi.org/10.1016/j.actamat.2023.118824
本文版权归原作者所有,仅供交流学习之用,最终解释权归本公众号(激光制造研究)所有。
长三角G60激光联盟陈长军转载!
同时欢迎参加我们长三角G60激光联盟在南京举办的第二届激光智造在储能行业中的应用大会(南京,2024年4月23-25)
","gnid":"9c446222733c16965","img_data":[{"flag":2,"img":[{"desc":"","height":"430","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t01939a0a230fb2f978.webp","width":"1080"},{"desc":"","height":"76","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t01331b5fd8cfae0fb7.webp","width":"749"},{"desc":"","height":"91","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t018101bc5c74dd95c5.webp","width":"754"},{"desc":"","height":"79","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t01951f2055ec629d0e.webp","width":"740"},{"desc":"","height":"103","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t01793a476b8e133c5a.webp","width":"774"},{"desc":"","height":"81","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t019945c41a13ece5a5.webp","width":"758"},{"desc":"","height":"136","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t012c82905722944d3a.webp","width":"748"},{"desc":"","height":"513","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t01d9403b0ea307122f.webp","width":"721"},{"desc":"","height":"86","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t01474584df05acd8d5.webp","width":"736"},{"desc":"","height":"75","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t013f689f56b4476002.webp","width":"750"},{"desc":"","height":"80","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t0164d2f6ccf5ddcab9.webp","width":"751"},{"desc":"","height":"85","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t014f9de2797f492900.webp","width":"750"},{"desc":"","height":"602","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t01723c0e24c7368a40.webp","width":"1080"},{"desc":"","height":"270","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t016159fd44cdee5df3.webp","width":"1076"},{"desc":"","height":"395","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t01212b46636e46b2c3.webp","width":"799"},{"desc":"","height":"517","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t01491ff3015f81a6fb.webp","width":"1080"},{"desc":"","height":"515","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t01c8e82620bb8a46ec.webp","width":"1080"},{"desc":"","height":"340","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t01d21e8184990cc8aa.webp","width":"1080"},{"desc":"","height":"968","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t018854b77f340646bf.webp","width":"890"},{"desc":"","height":"641","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t01719a541194751774.webp","width":"946"},{"desc":"","height":"1049","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t011730ab92f7126a3c.webp","width":"888"},{"desc":"","height":"418","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t010115d584b76e97c5.webp","width":"1080"},{"desc":"","height":"780","title":"","url":"http://p1.img.360kuai.com/dmfd/__60/t01dbcd81f5ba12afd9.webp","width":"1080"},{"desc":"","height":"350","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t019fd723885882e9a1.webp","width":"1080"},{"desc":"","height":"399","title":"","url":"http://p0.img.360kuai.com/dmfd/__60/t01247b0419e1f20980.webp","width":"1080"},{"desc":"","height":"812","title":"","url":"http://p2.img.360kuai.com/dmfd/__60/t010edd53db801b886f.webp","width":"1080"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1711705380000,"pure":"","rawurl":"http://zm.news.so.com/1bac6bb2aeb3771ca376e6c679d266a6","redirect":0,"rptid":"66a55292bcc0e8ec","rss_ext":[],"s":"t","src":"江苏激光产业创新联盟","tag":[],"title":"《Acta Materialia》:金属增材制造中氧含量对熔池动力学的影响